快速查找
主营塑料
产品推荐
- ⊕PPS OL003A 含玻璃纤维,聚四氟乙
- ⊕PBT 420SE0 玻纤30%增强,阻燃级
- ⊕PBT 310SE0 非增强型,PBT阻燃树脂
- ⊕PP HJ730 高流动,高钢性,高耐热
- ⊕PP FB71U6 耐热级,抗UV,阻燃级
- ⊕PA6 73G30L NC010 玻璃纤维30%增
- ⊕PA66 70G43L NC010 玻璃纤维43%增
- ⊕PA66 70G33L NC010 玻璃纤维33%增
- ⊕PA66 70G30L NC010 玻璃纤维30%增
- ⊕PA66 80G33L NC010 玻纤33%增强,
- ⊕PA66 FR50 NC010A 玻纤25%增强,阻
- ⊕POM 900P NC010 低粘度,热稳定,低
- ⊕POM 500P NC010 中高粘,热稳定,低
- ⊕POM 100P NC010 高粘度,韧性好,热
- ⊕PBT SK605 NC010 玻璃纤维30%增强
- ⊕PA66 1300G 玻纤增强级
联系我们

- 产 品:EVA E153F 硫化发泡
- 产 地:三星道达尔
- 价 格:电话报价
- 库 存:20吨
- 交 货:江苏苏州
- 苏州希普能:185 5121 3137 谭经理
农业温室用EVA-E153F、E180F、E220F
应用:硫化发泡
-Sandal
一、概要
E153F,E180F,E220F是适用于生产运动鞋中低(mid-sole),内底(in-sole)的发泡材料的EVA树脂。
二、特性
E153F,E180F,E220F产品,当加入添加剂后具有优秀的加工性能,其发泡体具有优秀的撕裂强度(split tear resistance)、拉伸强度、伸长率、压缩变形。
三、用途
1.运动鞋中低(mid-sole),内底(in-sole)
2.垫子填料
3.高儿夫手推车轮胎
4.凉鞋
四、产品适用必需的主要物性
1.均匀的添加剂分散性能
2.发泡性能,可塑性能
3.优秀的机械性能
五、产品数据
| 项目 | 实验方法 | 单位 | E220F | E180F | E153F |
| 熔指数 | ASTM D1238 | g/10min | 3 | 2 | 1.6 |
| 密度 | SAMSUNG TOTAL法 | g/cm3 | 0.944 | 0.94 | 0.938 |
| VA含量 | SAMSUNG TOTAL法 | kg/cm2 | 22 | 18 | 15 |
| 拉伸强度(扯断点) | ASTM D638 | kg/cm2 | 290 | 260 | 200 |
| 伸长率(扯断点) | ASTM D638 | % | 800 | 750 | 750 |
| 弯曲强度 | ASTM D747 | kg/cm2 | 450 | 500 | 550 |
| Shore 硬度 | ASTM D2240 | - | 35 | 38 | 39 |
| 维卡软化点 | ASTM D1525 | ℃ | 55 | 64 | 69 |
| 熔融温度 | DSC 法 | ℃ | 87 | 93 | 95 |
| 低温脆化温度 | ASTM D746 | ℃ | <-70 | <-70 | <-70 |
| 内部环境应力龟裂(ESCR at 50℃,100%) | ASTM D1693 | hrs | >500 | >500 | >500 |
| (注) 以上数据是说明资料的代表值,不是实际规定值. | |||||
六一般加工生产过程
加压发泡生产工程一般分为3个阶段:捏炼过程、研磨过程中添加发泡剂增塑剂过程、加压发泡成型过程等。捏炼过程中为有助于发炮剂、增塑剂分散,温度一般控制在95~105℃范围内。实际操作过程中温度控制跟VA含量、填料、添加剂的含量以及机器种类的不同而相应调整。但添加增塑剂和发泡剂时为了防止提前发泡,温度应该控制在110℃以下研磨混合,一般为了增塑剂和发泡剂和树脂的均匀混合,要重复几次的研磨过程。
RollMill工程后可以在机器上加压成型。硫化机温度、压力、硫化时间应根据模具的厚度,最终产品的要求性能相应调节。
1.E220F的随添加剂含量变化图
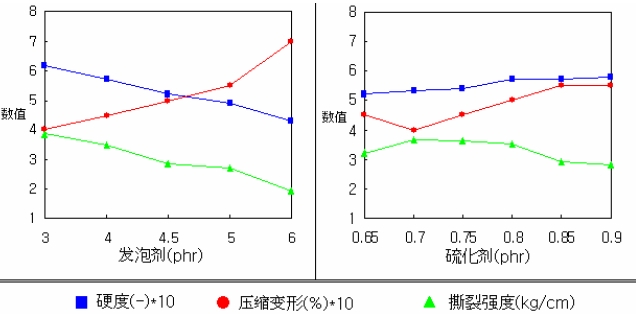
2.发泡条件
-模具规格:150*150*25mm
-温度:155℃
-压力:150kg/㎠
-时间:40分
七、产品使用须知
本材料所提供的各种信息,并不是保证数值,仅供参考。使用时,需要根据您的具体情况灵活应用。此外,您若用我们的产品,用来商业生产时,请考虑相关的加工环境,应用要求事项以及相关法律规定等综合因数的可行后使用。这是客户的职责,我们声明因客户的失误导致的一切后果,我们三星道达尔(株)不负任何技术上/法律上的责任和义务。PTFE MP1100 聚四氟乙烯粉