快速查找
主营塑料
产品推荐
- ⊕PPS OL003A 含玻璃纤维,聚四氟乙
- ⊕PBT 420SE0 玻纤30%增强,阻燃级
- ⊕PBT 310SE0 非增强型,PBT阻燃树脂
- ⊕PP HJ730 高流动,高钢性,高耐热
- ⊕PP FB71U6 耐热级,抗UV,阻燃级
- ⊕PA6 73G30L NC010 玻璃纤维30%增
- ⊕PA66 70G43L NC010 玻璃纤维43%增
- ⊕PA66 70G33L NC010 玻璃纤维33%增
- ⊕PA66 70G30L NC010 玻璃纤维30%增
- ⊕PA66 80G33L NC010 玻纤33%增强,
- ⊕PA66 FR50 NC010A 玻纤25%增强,阻
- ⊕POM 900P NC010 低粘度,热稳定,低
- ⊕POM 500P NC010 中高粘,热稳定,低
- ⊕POM 100P NC010 高粘度,韧性好,热
- ⊕PBT SK605 NC010 玻璃纤维30%增强
- ⊕PA66 1300G 玻纤增强级
联系我们
Duranex成形技术-成型条件
添加时间:2011-10-07 08:08绪言
Duranex在化学上叫做PBT(聚对苯二甲酸丁二醇酯),是一种结晶性塑料.它由下列品级构成.
(1)由玻璃纤维增强的品级、由无机充填材料复合的品级、以及非增强品级.
(2)助燃性品级和难燃性品级.
作为工业材料,由于非增强品级的负荷松弛温度不高,许多成型品都由增强品级制作.因此,解决成型时变形问题的对策成为注射成型中最重要的技术之一.对于变形问题有成型品形状设计、模具设计和品级选择等对策,这里对前二者进行说明.
另外,由于Duranex具有酯键,成型时有水解劣化的问题,关键是要做好有关项目的管理,如:成型时粒料中的吸水量、树脂温度及其在料筒内的滞留时间等.
在一般的模具设计中,Duranex与夺钢有一些共同之处,请一并参照“夺钢的成型技术”.
1成型条件
1.1 标准条件
1.2 预备干燥
1.3 料筒温度
1.4 模具温度、注射速度、成型周期
2成型加工特性
2.1 流动性
2.2 收缩特性
2.3 成型收缩率
2.4 后收缩
2.5 回火
2.6 吸水尺寸变化
3成型品品质
3.1 尺寸公差
3.2 变形
3.3 再生利用
4模具设计
4.1 流道设计
4.2 浇口设计
4.3 排气口
4.4 根切
4.5 脱模斜度
4.6 模具温调
4.7 模具材质
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
一.成型条件
1.标准条件
预备干燥 :120℃,5小时
:140℃,3小时
机筒温度 :250~270℃
模具温度 :40~80℃
保 压 :60~100Mpa(600~1000kg/cm2)
冷却时间 :塑化时间+α 或顶出时间
螺杆旋转数 :100~150rpm
2.预备干燥
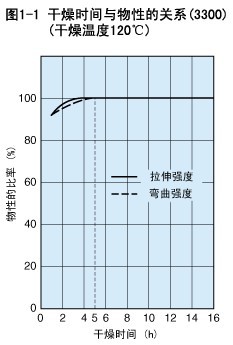
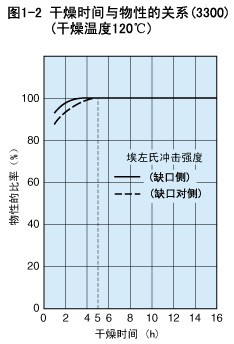
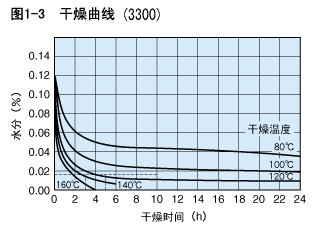
Duranex是热塑性聚酯,如果在吸湿状态下成型就会引起水解,产生脆弱的成型品,所以必须充分注意粒料的干燥.在120℃下干燥时间与物性变化的关系如图1-1和图1-2所示.从中可见:在120℃下至少需要干燥5小时.另一方面,干燥条件与水分的关系如图1-3所示.从中可见:相当于120℃下干燥5小时的条件有140℃下干燥3小时和160℃下干燥2小时等.但是,如果采用160℃的高温,则容易引起粒料变色的问题.另一方面,如果在100℃下,即使长时间干燥,粒料含水率也降低不到0.02%以下的目标值.考虑到这些问题,作为预备干燥条件应该采用如下设定:
120℃ 5小时
140℃ 3小时
在干燥方法中一般采用架式通风干燥机或料斗干燥机.但是,两者都需要调节好风温和风量,以使粒料在上述条件下得到均匀干燥.特别是采用料斗干燥机时,要避免产生短路通过的现象.同时,要检查粒料温度而不是设定温度是否确实达到了上述温度,这一点尤其重要.
3.料筒温度
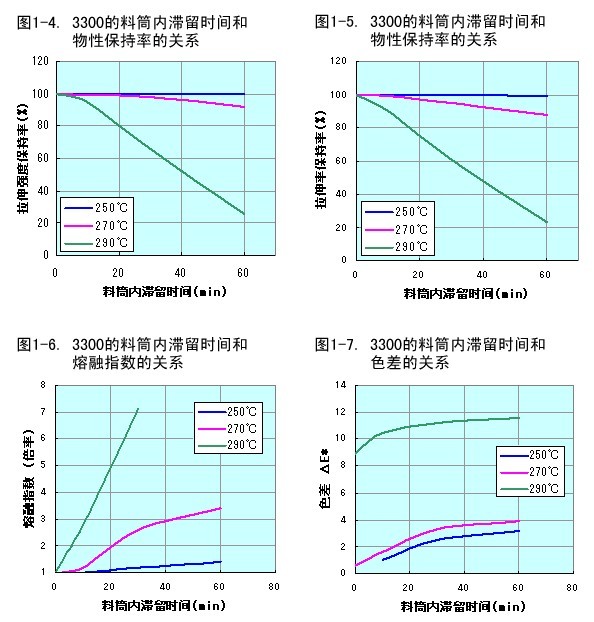
Duranex的熔点在228℃附近,所以塑料树脂温度以250~270℃为宜.由于实际上到280℃便开始分解,所以应认为270℃左右为上限.
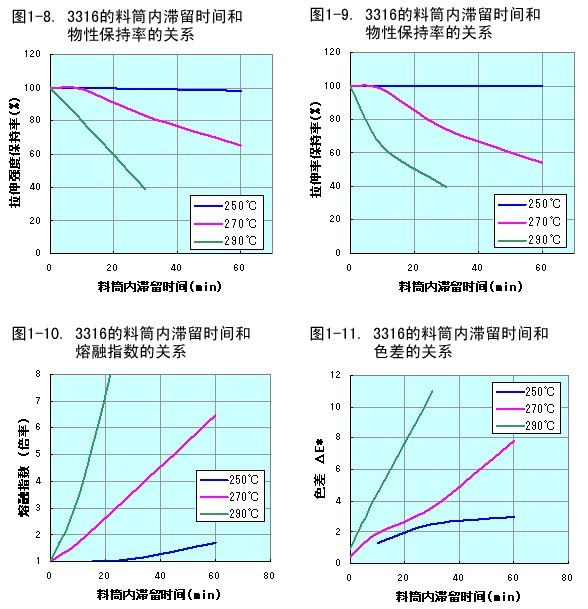
对3300、3316研究料筒温度和料筒内滞留时间与物性变化的关系,得到图1-4~1-7和图1-8~1-11.虽然难以确定哪一点为限度,但是,如果以熔融指数等于通常成型品2倍的话、或色差是2.5以上的话作为参考来设定滞留容许时间,则得到表1-1.
3.1 Duranex 3300的料筒内滞留时间与物性的关系
|
类型
|
料筒温度
|
|
|
250℃
|
270℃
|
|
|
Duranex 3300
|
30分
|
20分
|
|
Duranex 3316
|
30分
|
10分
|
(树脂温度虽然因成型机而异,但一般会比料筒温度高5~10℃,需要注意.)
4.模具温度、注射速度、成型周期
4.1 模具温度
由于Duranex结晶速度快,所以可在40~120℃的范围内得到较有光泽的成型表面.模具温度越高,表面光泽、尺寸稳定性就越好,但变形也越大.作为变形对策有时采用低模具温度,但这样会有因高温使用或回火处理而增大变形的问题,所以需要事先进行研究.
一般而言,Duranex的模具温度以60~70℃为宜.
4.2 注射速度
由于Duranex固化速度快,所以快速的注射速度可得到表面光泽好的成型品.但由于注射速度快时,容易发生气体烧焦的问题,需要充分考虑排气口的设计.
4.3 成型周期
由于Duranex固化速度快,所以可用比较短的成型周期进行成型.为了消除凹陷、变形和降低尺寸波动,要将浇口封闭时间设定为注射时间(注射保压时间).
PA66 A3X2G5 特性:玻纤增强,红磷阻燃剂长期稳定性,具有优异的机
该资料是基于本公司长年累积的经验及实验室资料所做成,所以这些数据未必适用于不同条件,最终还望客户自行做出判断.
此外,网页上所提供的资料,本公司拥有最终解释权.对于客户在实施,应用,加工或使用时,不侵犯第三者知识产权之事项,本公司不作任何保证.
