快速查找
主营塑料
产品推荐
- ⊕PPS OL003A 含玻璃纤维,聚四氟乙
- ⊕PBT 420SE0 玻纤30%增强,阻燃级
- ⊕PBT 310SE0 非增强型,PBT阻燃树脂
- ⊕PP HJ730 高流动,高钢性,高耐热
- ⊕PP FB71U6 耐热级,抗UV,阻燃级
- ⊕PA6 73G30L NC010 玻璃纤维30%增
- ⊕PA66 70G43L NC010 玻璃纤维43%增
- ⊕PA66 70G33L NC010 玻璃纤维33%增
- ⊕PA66 70G30L NC010 玻璃纤维30%增
- ⊕PA66 80G33L NC010 玻纤33%增强,
- ⊕PA66 FR50 NC010A 玻纤25%增强,阻
- ⊕POM 900P NC010 低粘度,热稳定,低
- ⊕POM 500P NC010 中高粘,热稳定,低
- ⊕POM 100P NC010 高粘度,韧性好,热
- ⊕PBT SK605 NC010 玻璃纤维30%增强
- ⊕PA66 1300G 玻纤增强级
联系我们
工程塑料注塑,加工,参数,物性
气体注射成型的讲解
添加时间:2013-10-12 10:17<气体注射成型:Gas Assisted Injection (GAI) Molding >
···GAI成型法概述···
一、GAI概述
气体注射成型的历史
气体注射成型是近年来在通用塑料领域日臻成熟的一门技术。
虽说这一技术已于1969年由旭化成推出,但最初只是被看作厚壁成型品(色拉盘)用的防凹痕方法,因而没有引起足够的重视。不过,由于这种成型法基本上属于低压成型,可大幅度降低成本并改善质量,因此到了上世纪80年代,这种方法在欧美被改良成一种可适应复杂的大型制品成型需要的技术,受到很大关心并被寄予厚望。
本公司于1992年末引进了Battenfeld公司的Airmould系统,在研究GAI成型技术的同时还进行了各种专利和文献的调查。
下面介绍GAI成型法的概况、特征以及用途方面的例子等。
(1)基本工作原理
GAI成型法的基本过程是:将熔融树脂注入金属模腔中,接着注入不会与树脂相互混合在一起的加压流体,在其内压的作用下,熔融树脂被挤压到腔壁上,在此状态下冷却(保压和冷却工序可同时进行)后即可获得所需的产品。
基本工作模式如下图所示。具体方法是将熔融树脂注入封闭的金属模具内,随后将氮气等惰性气体注入熔融塑料树脂的内部以使熔融树脂紧贴在金属模具的内面上,熔融树脂冷却固化后释放气体压力并打开金属模具,这样便可获得带有空心部分的注射成型品。
(2)GAI成型法的设定
GAI成型时,应在普通注射成型工序的基础上重新设定:①气体注入延迟时间、②气体压力、③气体保持时间以及④气体释放时间。
① 气体注入延迟时间是指从树脂注射完成到气体注入开始的一段时间。如果延迟时间太短,壁厚就会变得极薄,成型品有时就会破裂并出现空洞。相反,如果过长,外观就会变差,或者固化后无法注入气体。
② 气体压力一般在30MPa以下,而不必像普通注射成型那样要加压到100MPa。
③ 气体保持时间兼具普通注射成型的保压工序和冷却工序的作用。时间越长,制品的尺寸就越精确。
④ 气体释放时间是指在开模前释放内部高压气体的时间。如果在恢复到大气压前就开模,制品有时就会破裂。
(3)GAI成型法的特点
一般包括下面几点:
① 可使用合模力较低的成型机以降低运行成本。
② 可缩短厚壁成型品的成型周期。
③ 可用成型法来减小成型品的重量。
④ 可消除凹痕。
⑤ 可通过降低内部应变来提高尺寸精度。
⑥ 可忽略均厚设计的原则而进行壁厚不均的灵活设计。
⑦ 空心成型品通过1道工序就能完成,因此可降低组装成本。
缺点如下:
① 注气孔会残留下来。
② 空心处和实心处的表面光泽有时会出现差异。注入气体时,成型品的表面有时会出现称为“switch over mark”的外观缺陷。
③ 难以控制空心部分的位置和形状。
④ 难以进行多腔成型,有精度要求时最多只能使用2腔成型。
⑤ 通道部分(为了引导气体而设置在制品上的厚壁部分)外观不良,这种现象称为blush。
⑥ 与普通注射成型相比,制品更容易受模具温度的影响而变形。
⑦ 没有可定量预估并适用于收缩的规律。
⑧ 适用“高压气体管理法”。
(4)GAI成型法分类
按气体控制方法来分类
| 内容 | 容量控制法 | 压力控制法 |
| 在可变容量的容器(典型的例子如活塞气缸)里备好一定量的气体,边压缩边将其注入到成型品内,然后再求出气体量。 | 对气体进行压缩并在高压状态下将其蓄积在容器内,成型时减压到所需程度并注入成型品内部,然后再求出气体量。 | |
| 控制性 | 压力逐渐上升,然后随着空心部分的扩大又逐渐下降。注入全部计量气体后将无法继续升压。 | 压力急速上升,然后保持一定。可通过阶段性控制获得与容积控制相同的压力分布。 |
| 适用树脂 | 由于气体容积得到控制,因此很容易防止气体侵入不必要的部分。适用于通用塑料。 | 可有效施加保压。适用于结晶性工程塑料。 |
| 适用系统 | CINPRES,Engel, Mannesmann,Krauss-Maffei |
AGI,Battenfeld, 出光GIM,Engel, Kloeckner,Mannesmann, Krauss-Maffei |
按气体注入位置来分类
| 喷嘴 | 分流道 | 模腔 | |
| 自由度 | 需要专用喷嘴 | 无需专用喷嘴 | 无需专用喷嘴 |
| 无需专用模具 | 需要专用模具 | 需要专用模具 | |
| 难以使用热流道 | 难以使用热流道 | 可以使用热流道 | |
| 控制性 | 树脂与气体的流动方向相同,因此容易控制 | 树脂与气体的流动方向相同,因此容易控制 | 难以使气体朝树脂流向的反方向流动 |
| 难以控制多个模腔 | 难以控制多个模腔 | 容易控制多个模腔 | |
| 外观 | 浇口与气孔合一 | 浇口与气孔合一 | 浇口与气孔分设 |
按加工方法来分类
| 欠注法 | 满注法 | 副模腔法 | |
| 原理 | 向模腔内注入少于模腔容积的树脂,使之像气球一样膨胀起来。 | 将树脂充入模腔,接着充入与冷却固化所引起的树脂收缩量相当的高压气体以消除凹痕和弯曲。 | 用材料充满模腔,然后注入气体以使多余的的材料流入副模腔。 |
| 优点 | 可获得高空心化 | 外观良好 | 外观良好 |
| 缺点 | 不适用于难以膨胀的材料 | 难以使气体侵入到末端 | 如果无法增加回收材料的比例,则不会降低材料费用 |
| switch over mark导致外观不良 | 难以获得高空心化 | 浇口与气孔分设 |
二、与成型有关的信息
(1)模具设计
基本思路与注射成型模具相同,但可以减小成型时的压力,同时还可使成型机变得更小。不过,在实际的模具设计和制作中,在假设高压的情况下来制作则更为安全。
设计并制作模具时请注意下面几点:
① 在成型品的形状、断面以及浇口位置方面,建议避开厚壁部分以便形成喷流。
喷射纹有时会因气体而破裂。
② 壁厚变化剧烈的复杂形状容易引起树脂集聚,气体膨胀无法适应,从而引起变形。
③ 尽可能增大直角弯曲部分的半径。以免内外壁厚分布不均。
④ 如果是多腔模具,则应确保分流道长度相等。倘若分流道长度不等,则无法向各个模腔同时进行填充,因此必须为每个模腔配备一个气体控制器。
⑤ 在GAI成型中,模具温度对成型品精度的影响很大,因此使用多腔模具时,有时最好给每个模腔都配备一个独立的温控器(可以个别控制的电路)。
⑥ 向制品中直接注入气体时,为了防止加压气体逆流到分流道,树脂浇口最好采用点浇口(pin gate)。此外,在制品中直接设置点浇口可能会产生喷射纹,因此并不可取(最好先使点浇口落在凸台(tab)上,然后通过侧浇口放入制品中)。
⑦ 请预先考虑到制品中有孔。
⑧ 设置副模腔时应使其浇口小于制品的壁厚。有效的设计是在树脂完全装满制品模腔后可以流入副模腔。
(2)表面特性
用Duracon所作的试验结果表明,GAI成型品的表面粗细度与普通注射成型品相当或者略好一些。
就Duracon M270-44而言,普通成型品的凹痕深度为35μm,而GAI成型品的凹痕则变浅到6~23μm。
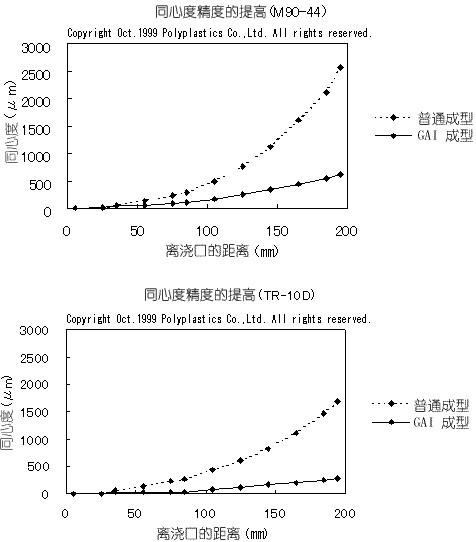
(3)轴物的同心度
如下图所示,GAI成型品的同心度不足普通成型品的一半。
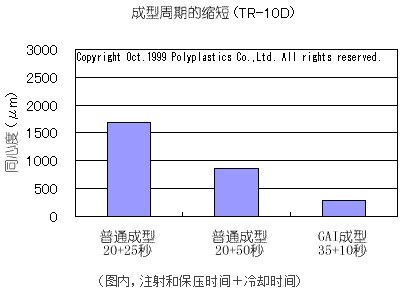
(4)成型周期(滚筒模型)
在普通注射成型中,通过延长成型周期可将同心度从约1700μm减少到约900μm,而GAI成型则可在相同的周期内达到普通注射成型无法实现的约300μm的同心度精度。
三、应用示例
(1)市场应用示例
1.香烟自动售货机传送辊(Duracon KT-20)
以前的传送辊是金属棒经过切削加工而成的,呈螺旋状,因此存在生产效率不佳和成本偏高的问题。此外通过注射成型来制作时,还存在由于整个制品全是厚壁,因此反而容易产生变形并且无法得到所要求的精度之类的问题。
如果应用GAI,则可在比普通成型品更短的周期内获得高精度的传送辊。
2.全塑料制车顶纵梁(PC/PBT)
出于强度和轻量化的考虑,安装在货车上的车顶纵梁多采用铝。一般来说,纵梁是用铝拉拔而成的,而支腿则是用铝或锌压铸而成的。成型后,还要对每个部件进行表面处理和组装。由于工序和部件为数众多,因此费用很高。
开发时应考虑下列前提条件:(1)树脂的使用、(2)普通注射成型、(3)部件数减少(一体成型)以及(4)取消涂装。如果采用GAI成型,费用和重量将比原来减少30%左右。
(2)新的GAI技术
1.CGM(受控气体注射成型)技术
在GAI成型中,为了将气体引导到平面制品部分上的所需位置,特地设计了一处称为气体通道的厚壁部分。不过,通道部分虽说也取决于成型品的设计,但也容易引起外观不良(如因壁厚变化而造成的流痕、色斑、压花错位等)。
为此我们开发了CGM技术以便将气体引导到均厚部分的所需位置。CGM技术的工作原理:将隔热材料埋设在与气体引导的目标位置相对应的模具表面部分,以局部减缓该部分的熔融树脂的冷却速度并形成未硬化树脂部分,接着将气体压入该部分从而达到把气体引导到目标位置的目的。
2.RFM(RP Topla浮动成型)技术
在GAI成型中,气体通道会形成空心部分。由于要将极低粘度的气体压入高粘度的熔融树脂中,因此很难控制弯曲部分的气体流路的位置,也难以形成同一内径的空心部分。
RP Topla公司通过用气体压力把称为浮芯的钢球或树脂球推入模腔然后将其排出的方法解决了这一问题。