快速查找
主营塑料
产品推荐
- ⊕PPS OL003A 含玻璃纤维,聚四氟乙
- ⊕PBT 420SE0 玻纤30%增强,阻燃级
- ⊕PBT 310SE0 非增强型,PBT阻燃树脂
- ⊕PP HJ730 高流动,高钢性,高耐热
- ⊕PP FB71U6 耐热级,抗UV,阻燃级
- ⊕PA6 73G30L NC010 玻璃纤维30%增
- ⊕PA66 70G43L NC010 玻璃纤维43%增
- ⊕PA66 70G33L NC010 玻璃纤维33%增
- ⊕PA66 70G30L NC010 玻璃纤维30%增
- ⊕PA66 80G33L NC010 玻纤33%增强,
- ⊕PA66 FR50 NC010A 玻纤25%增强,阻
- ⊕POM 900P NC010 低粘度,热稳定,低
- ⊕POM 500P NC010 中高粘,热稳定,低
- ⊕POM 100P NC010 高粘度,韧性好,热
- ⊕PBT SK605 NC010 玻璃纤维30%增强
- ⊕PA66 1300G 玻纤增强级
联系我们
塑料成型不良针眼,龟裂,吸入,反弹,结合不良问题
添加时间:2012-02-25 14:23一、针眼
尿烷涂装时的常见现象,在涂装产品的表面出现微小的针孔.

使用尿烷涂料
原因1、混入空气:涂膜在含有气泡的状态下进行干燥时,气泡膨胀,穿破涂膜表面而造成针眼.此现象与底料无关,在高温多湿、涂层较厚、涂装时间较短、使用挥发速度较快的速干性稀释剂的情况下,容易发生.
解决方法:
1.改善涂装环境
2.延长涂装时间
3.降低涂料粘度
4.降低稀释剂的挥发速度
原因2、残留应变:涂料溶剂侵蚀到存在内部应变的树脂底材上,产生裂缝.溶剂进一步侵蚀到裂缝中,在干燥过程中随着溶剂的蒸发、气化,冲破涂膜表面,产生针眼.
解决方法:
1.改用侵蚀性较弱的溶剂
2.改变涂料与溶剂的调配比率
3.对没有涂装的成形品事先进行回火处理(60~70℃、20~60分钟)
4.提高模腔、模具温度.
5.降低注射压力,提高注射速度.
二、龟裂
与针眼现象一样,由于溶剂侵蚀造成涂装表面产生裂缝.该现象多发生于丙烯涂装.
发生龟裂现象的部位通常是浇口附近、成形品边缘,特别是边缘部位发生较多.
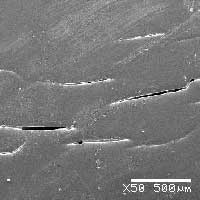
例:使用丙烯涂料
原因:涂料中的溶剂侵蚀到树脂底料中残留翘曲较大的部位,引起化学龟裂.
解决方法:
1.改用侵蚀性较弱的溶剂
2.改变涂料与溶剂的调配比率
3.进行回火处理(60~70℃、20~60分钟)
4.提高模腔、模具温度.
5.降低注射压力(保压),提高注射速度.
*通常,缓凝剂的添加对于发生化学龟裂产生不良影响.
三、吸入
吸入现象是指涂料中的溶剂侵蚀到成形品浇口附近、厚度不均匀部位、熔合部位附近等,
造成涂膜光泽不均匀,产生微小裂缝的现象.
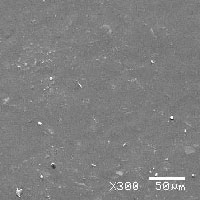
正常部位 吸入部位
原因:浇口白晕、波流痕、漩纹等不良现象容易发生在浇口附近,而且进行回火处理也难以解决.
解决方法:
1.改用侵蚀性较弱的稀释剂
2.适当提高涂料的粘度
3.提高模腔、模具温度
4.降低注射压力和注射速度
5.改变浇口的种类(例如:采用柄形浇口)
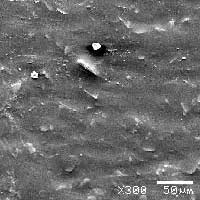
四、反弹
是指涂装品表面出现直径1mm以上的凹陷的现象,可以透过涂膜看到底层.

例:尿烷涂料
1.离型剂(硅油)
2.机油
3.静电产生的灰尘、杂物等
解决方法:
1.改善涂装环境,去除造成上述原因的物质
2.对成型品的表面进行去油处理(使用n-正己脘、IPA等)
五、结合不良
是指涂装品表面涂膜剥落的现象之一.通常在涂膜性能试验时出现此现象.
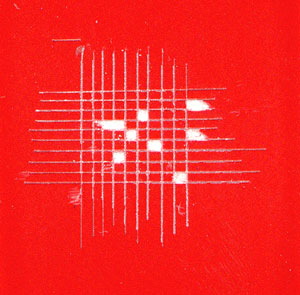
例:基盘目视试验出现的结合不良
解决方法:
1.对成型品的表面进行去油处理(使用n-正己脘、IPA等)
2.改用凝集力较弱的涂料(凝集力<附着力--不易剥落)
3.增加涂膜厚度
4.提高注射速度(调大取向,提高稀释剂的渗透性)