快速查找
主营塑料
产品推荐
- ⊕PPS OL003A 含玻璃纤维,聚四氟乙
- ⊕PBT 420SE0 玻纤30%增强,阻燃级
- ⊕PBT 310SE0 非增强型,PBT阻燃树脂
- ⊕PP HJ730 高流动,高钢性,高耐热
- ⊕PP FB71U6 耐热级,抗UV,阻燃级
- ⊕PA6 73G30L NC010 玻璃纤维30%增
- ⊕PA66 70G43L NC010 玻璃纤维43%增
- ⊕PA66 70G33L NC010 玻璃纤维33%增
- ⊕PA66 70G30L NC010 玻璃纤维30%增
- ⊕PA66 80G33L NC010 玻纤33%增强,
- ⊕PA66 FR50 NC010A 玻纤25%增强,阻
- ⊕POM 900P NC010 低粘度,热稳定,低
- ⊕POM 500P NC010 中高粘,热稳定,低
- ⊕POM 100P NC010 高粘度,韧性好,热
- ⊕PBT SK605 NC010 玻璃纤维30%增强
- ⊕PA66 1300G 玻纤增强级
联系我们
工程塑料注塑,加工,参数,物性
塑料件退火处理
添加时间:2012-01-30 15:31一、尺寸稳定性的改善--首先,什么是后收缩?
像本公司“夺钢”(POM树脂)及Duranex(PBT树脂)那样的所谓结晶性塑料,一经冷却固化,其分子就进行规则有序排列,所以体积有很大收缩.这种收缩的程度一般用成型收缩率的值来表示.
但是,成型品中有序排列的分子所占的比例(称之为结晶度)并非100%.在高分子材料中,由于分子过长,运动受限制,所以必然剩有未结晶化的部分,叫做非结晶部分.这种非结晶部分会因使用环境温度的增高等原因而发生结晶,使体积进一步收缩,这种现象叫做“后收缩”.
图1.后收缩情况
(附加说明)即使是非结晶树脂也会发生体积收缩,但它与结晶性树脂相比其数值要小.
这种后收缩的大小受成型条件(模具温度)和树脂的使用环境温度所左右.图2表示了以模具温度40℃和80℃进行成型的成型品,分别在80℃和120℃环境下一定时间静置后的后收缩率.从图中可以看出:模具温度越低、静置温度越高,后收缩率就越大.
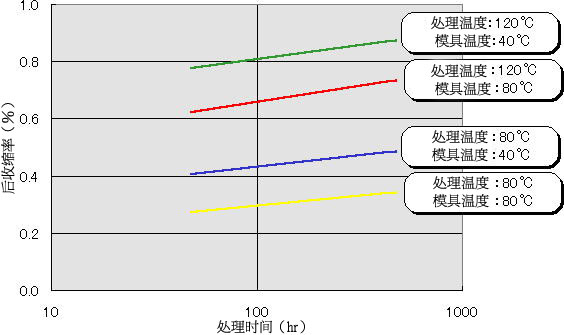
图2.夺钢M90-44(50mm正方形平板、点浇口φ1.0、板厚1mm)时
另外,后收缩率的大小因树脂的种类和品级制品而异.下表中列出了各代表品级制品的值,请参照.
| 表1.各代表性品级制品的后收缩率 | ||||
| 树脂.品级制品 | 后收缩率 | 成型品 | 成型条件 | 静置条件 |
| 夺钢 M90S |
0.31%(FD) 0.30%(TD) |
120mm正方形平板 板厚2mm 侧浇口4*2t |
机筒200℃ 模具60℃ 保压60MPa |
温度100℃ 时间24 hr |
| Duranex 3300 |
0.1%(FD) 0.03%(TD) |
120mm正方形平板 板厚2mm 侧浇口4*2t |
机筒310℃ 模具60℃ 保压60 Mpa |
温度80℃ 时间2hr |
| Fortron 1140Al |
0.01%(FD) 0.03%(TD) |
80mm正方形平板 板厚2mm 侧浇口4*2t |
机筒310℃ 模具150℃ 保压60 Mpa |
温度150℃ 时间2 hr |
| Vectra A150B |
0.0%(FD) 0.1%(TD) |
80mm正方形平板 板厚3mm 侧浇口4*2t |
机筒300℃ 模具140℃ 保压59 Mpa |
温度150℃ 时间3 hr |
| ※ FD:流动方向 TD:流动垂直方向 | ||||
希望了解其它树脂或者品级制品的后收缩率的详细情况时,请参照pom、pbt、pps、lcp栏目里面型号收缩率.
二、尺寸稳定性的改善--最佳退火温度和时间?
改善尺寸稳定性亦即减少后收缩率的方法有两个方面.
(1)充分提高成型时的模具温度
如果提高模具温度,则会促进成型品的结晶化,所以,可相应地减少后收缩.下页汇总了后收缩率数据,请一并参照.成型时的模具温度高于制品的使用环境温度时,几乎所有制品均不需要退火.
夺钢的后收缩率、Duranex的后收缩率、Fortron的后收缩率、Vectra的后收缩率(请到pom、pbt、pps、lcp栏目查找)
(2)进行退火
退火是将成型品在高温环境下放置一定时间,预先促进其结晶化的方法.换言之,就是事前人为地使其进行后收缩,以达到使用环境温度下的稳定状态.
如上所述,使用环境温度越高、模具温度越低,后收缩就越大.所以,退火温度必须根据使用环境温度而改变.一般认为,以使用环境温度+10~20℃的退火温度为宜.譬如:使用环境温度为80℃时,退火温度应为90~100℃.另外,虽然定为+20℃,但是仅就退火而言,可以高于这一温度.然而,温度过高时有可能会产生其它(变色等)问题,所以,还须注意温度不能过高.
退火时间一般建议在3小时左右.但是,厚度薄的成型品有时无须3小时即可.模具温度高时也可使用较少的时间.所以,为避免浪费,最好按照不同的时间,分别测定实际成型品的尺寸,从而确定必要且充分的退火时间.
另外,可在任何时候进行退火.成型后立即退火和放置若干日后退火,效果相同.
改善尺寸稳定性亦即减少后收缩率的方法有两个方面.
(1)充分提高成型时的模具温度
如果提高模具温度,则会促进成型品的结晶化,所以,可相应地减少后收缩.下页汇总了后收缩率数据,请一并参照.成型时的模具温度高于制品的使用环境温度时,几乎所有制品均不需要退火.
夺钢的后收缩率、Duranex的后收缩率、Fortron的后收缩率、Vectra的后收缩率(请到pom、pbt、pps、lcp栏目查找)
(2)进行退火
退火是将成型品在高温环境下放置一定时间,预先促进其结晶化的方法.换言之,就是事前人为地使其进行后收缩,以达到使用环境温度下的稳定状态.
如上所述,使用环境温度越高、模具温度越低,后收缩就越大.所以,退火温度必须根据使用环境温度而改变.一般认为,以使用环境温度+10~20℃的退火温度为宜.譬如:使用环境温度为80℃时,退火温度应为90~100℃.另外,虽然定为+20℃,但是仅就退火而言,可以高于这一温度.然而,温度过高时有可能会产生其它(变色等)问题,所以,还须注意温度不能过高.
退火时间一般建议在3小时左右.但是,厚度薄的成型品有时无须3小时即可.模具温度高时也可使用较少的时间.所以,为避免浪费,最好按照不同的时间,分别测定实际成型品的尺寸,从而确定必要且充分的退火时间.
另外,可在任何时候进行退火.成型后立即退火和放置若干日后退火,效果相同.
三、退火时注意事项
(1)玻璃纤维增强材料应注意异向性
与成型收缩率相同,后收缩率也有异向性.它还因成型品的厚度和浇口的位置、形状而异.
(2)嵌入品不得退火
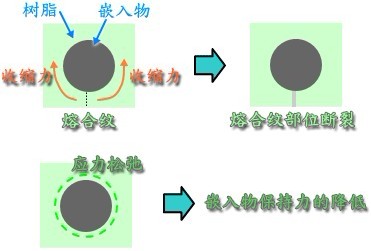
嵌入品绝对不可进行退火.否则,会大大损坏制品性能和减少制品寿命.对嵌入成型品进行退火使之进行后收缩时,有可能在熔合纹处造成破坏、或在与嵌入物的界面处因应力松弛而产生间隙.
(1)玻璃纤维增强材料应注意异向性
与成型收缩率相同,后收缩率也有异向性.它还因成型品的厚度和浇口的位置、形状而异.
(2)嵌入品不得退火
嵌入品绝对不可进行退火.否则,会大大损坏制品性能和减少制品寿命.对嵌入成型品进行退火使之进行后收缩时,有可能在熔合纹处造成破坏、或在与嵌入物的界面处因应力松弛而产生间隙.
(3)过多的退火
原则上不宜进行过高温度和过长时间的退火.否则,可能会产生变色、分解和表面膨胀等问题.建议对使用的材料和制品进行实际的退火与尺寸测定,从而找出退火的最佳条件.
原则上不宜进行过高温度和过长时间的退火.否则,可能会产生变色、分解和表面膨胀等问题.建议对使用的材料和制品进行实际的退火与尺寸测定,从而找出退火的最佳条件.
本文录制:PC光扩散