快速查找
主营塑料
产品推荐
- ⊕PPS OL003A 含玻璃纤维,聚四氟乙
- ⊕PBT 420SE0 玻纤30%增强,阻燃级
- ⊕PBT 310SE0 非增强型,PBT阻燃树脂
- ⊕PP HJ730 高流动,高钢性,高耐热
- ⊕PP FB71U6 耐热级,抗UV,阻燃级
- ⊕PA6 73G30L NC010 玻璃纤维30%增
- ⊕PA66 70G43L NC010 玻璃纤维43%增
- ⊕PA66 70G33L NC010 玻璃纤维33%增
- ⊕PA66 70G30L NC010 玻璃纤维30%增
- ⊕PA66 80G33L NC010 玻纤33%增强,
- ⊕PA66 FR50 NC010A 玻纤25%增强,阻
- ⊕POM 900P NC010 低粘度,热稳定,低
- ⊕POM 500P NC010 中高粘,热稳定,低
- ⊕POM 100P NC010 高粘度,韧性好,热
- ⊕PBT SK605 NC010 玻璃纤维30%增强
- ⊕PA66 1300G 玻纤增强级
联系我们
浇口残留对策分析
添加时间:2011-10-05 08:34一.什么是浇口残留,外观介绍.
是指浇口残留在成型品表面上的一种现象.
点浇口或隧道浇口在开模时会自动断开,但如果浇口的形状和大小不合适,则不能彻底断开.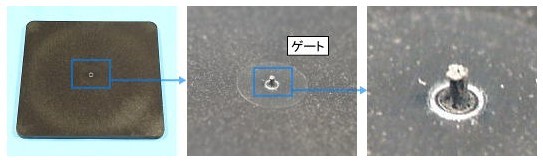
二.浇口残留的生成原因
1.浇口固化不足
如果浇口固化不足,则开模时本该断开的部位以外的部分也变脆,因此浇口也会在该处断开,从而导致浇口的前端部分残留在产品侧.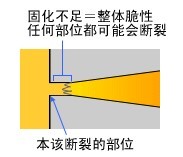
2.浇口形状
采用点浇口的情况下,如果浇口前端部分的锥角偏缓,则有时在前端部分无法彻底切断.此外浇口前端的直径大小也会产生影响:一般来说,直径越大就越容易产生浇口残留.
隧道浇口的情况也一样.在隧道浇口的情况下,甚至进入角度也会产生影响.角度偏小则容易产生浇口残留;反之,过大则会产生浇口切割不良.这是因为在隧道浇口中,浇口前端孔的大小会随其角度的变化而变化(基本上是椭圆形).
3.等级固有的问题
耐冲击性等级或合金材料比标准等级更容易产生浇口残留.其原因通常包括 1)掺入这些材料的不同树脂固化偏慢;2)由于在浇口附近承受很大的剪切力,因此所添加的不同树脂被拉伸成层状.
三.浇口残留的对策
1.促进浇口固化
使浇口充分固化以减少浇口残留.具体方法如下:
·降低模具温度
·留足冷却时间
2.更改模具形状
首先检查尺寸是否过大,然后检查锥角的角度和进入角度.如果流动性方面还有余地,则可通过修正来减少浇口直径,并增大斜度角度.在隧道浇口的情况下,应注意浇口前端部分的面积会随着进入角度的变化而变化.
关于浇口设计,另请参阅下述页面:
Duracon成型技术 - 浇口
7 模具设计
7.1 流道
7.1.1. 冷流道
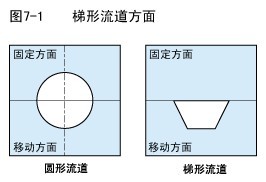
(a) 流道的断面形状
流道的断面形状以圆形为最佳,但它要求必须同时在模具的固定板和移动板上开槽.若无法做成圆形 流到时,则可设计成梯形.但应尽量避免采用半圆形流道.图7-1表示了梯形流道的实例.
(b)
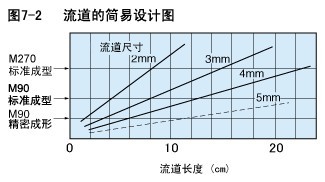
流道的断面尺寸
从抑制熔融塑料树脂冷却、减少压力损失的方面来看,流道的断面尺寸越大越好.但也应 考虑经济因素,降低流道的比率.
| 图7-2为流道的简易设计图。它根据最长的流动长度推 算出流道的粗细,该图可作为一个工具使用。 |
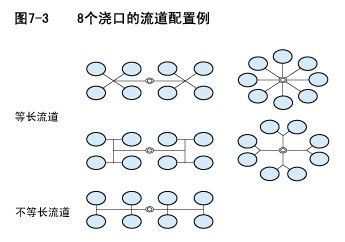
(c) 流道的配置
采用多模腔时,为了使树脂能同时充填到各模腔内,流道 的长度及粗细要一致.另外,也可以设计成对称形 配置,如图7-3所示的流道配置实例.
当通向各模腔的流道长度不相同(不等长流道)、或因配套等原因模腔的体积不相同等情况时,一般还通过改变流道粗细来调节,以确保可以同时充 满模腔.
7.1.2 热流道
热流道的采用在节约材料、成型自动化等方面非常有效,另一方面.它也存在热片部位的压力损失和 热片及歧管部位的变色、换色、模具温度分散等问题,采用前需要检讨.
热流道造成的问题有浇口切断(拉丝)、浇口堵塞、流涎、滞留变色、热片间平衡等,要对这些问题进行综合考虑后才能选定热流道的类型.表7-1列举了代表性热流道的生产厂家和类型.一般而言,它们对于夺钢没有问题,可放心选用.
7.2 浇口
浇口尺寸
•浇口厚度为成型品厚度的60〜70%.
•浇口宽度为浇口厚度的1〜1.5倍左右(侧流道时).
•浇口流道以短为宜(侧流道时).
•但是,如果没有品质上问题,为了缩短成型周期、浇口加工等,建议采取小的浇口.
浇口位置
•设置在成型品最厚的部位;
•设置在不影响成型品外观的部位;
•当成型品承受外力时,不要将浇口设置在承受外力的部位;
•有熔合纹问题时,还要考虑熔合纹.
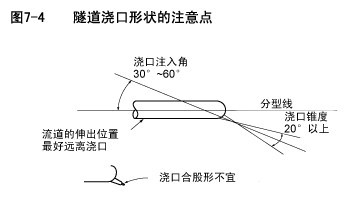
浇口形状
夺钢没有什么浇口形状问题,可采用一般使用的浇口形状.只是在点浇口和隧道浇口情况下,有时会因形状而造成浇口切断不良,注意点请参阅图7-4.
7.3 脱模斜度
由于夺钢的成型收缩率大,与非结晶性等塑料相比可减小脱模斜度.但是,从脱模性方面来看,应在允许的范围内尽可能采取大的脱模斜度.
•至少取1/4°〜1/2°,尽可能取1°
同时,为了顺利脱模,还要对顶出方式、顶出杆的位置、数量等因素进行充分考虑.
7.4 内切
原则上要采取没有内切的形状,但是以弹性配合方式装配的成型品可以利用内切.如果是圆筒形,则内切余量如下:
•M90:2.5〜3%
•GH-25:最大0.5%
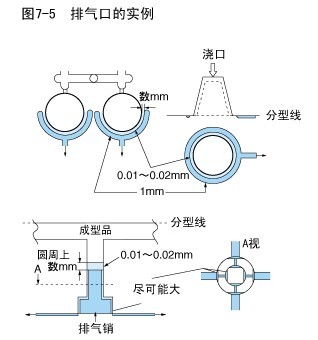
7.5 排气口
如果排气 口设计不合理时,则很容易 发生烧焦或产生模垢,所以对排气口的设计要予以充分考虑.如果采用气体从分模线 处排出的结构时,如图7-5所示:使气体从整个成型品四周排出最为有效果.
至于排气口的深度,从成型品外围至数毫米的部位以0.01〜0.02mm的程度将表面粗糙化,然后加深 至1mm左右的沟槽使气体排出模具外.
PA66 A3X2G5 特性:玻纤增强,红磷阻燃剂长期稳定性,具有优异的机