快速查找
主营塑料
产品推荐
- ⊕PPS OL003A 含玻璃纤维,聚四氟乙
- ⊕PBT 420SE0 玻纤30%增强,阻燃级
- ⊕PBT 310SE0 非增强型,PBT阻燃树脂
- ⊕PP HJ730 高流动,高钢性,高耐热
- ⊕PP FB71U6 耐热级,抗UV,阻燃级
- ⊕PA6 73G30L NC010 玻璃纤维30%增
- ⊕PA66 70G43L NC010 玻璃纤维43%增
- ⊕PA66 70G33L NC010 玻璃纤维33%增
- ⊕PA66 70G30L NC010 玻璃纤维30%增
- ⊕PA66 80G33L NC010 玻纤33%增强,
- ⊕PA66 FR50 NC010A 玻纤25%增强,阻
- ⊕POM 900P NC010 低粘度,热稳定,低
- ⊕POM 500P NC010 中高粘,热稳定,低
- ⊕POM 100P NC010 高粘度,韧性好,热
- ⊕PBT SK605 NC010 玻璃纤维30%增强
- ⊕PA66 1300G 玻纤增强级
联系我们
工程塑料注塑,加工,参数,物性
塑料成型后发生的裂纹问题
添加时间:2011-09-27 01:04一.什么是裂纹
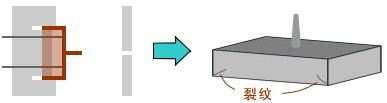
裂纹是指开模或顶出时成型品破裂的一种现象.
成型品偏脆或脱模不良时有时就会产生裂纹.
二.裂纹的生成原因
1.脱模不良
基本原因与脱模不良相同,如制品粘在模芯上、加强筋、凸台的填充过度等.此外顶出针的速度也会也会影响到裂纹的产生.速度越高,则越容易发生破裂.
2.成型品偏脆
可列举多种原因,不过首先还是树脂老化.尤其要注意PBT树脂在机筒内的加水分解.其次是结晶化程度不足.模具温度偏低时必须特别注意.
三.裂纹的对策
1.脱模不良对策
请参考此处,然后实施针对脱模不良的对策.
(1)脱模不良介绍
是指成型品无法从模具中取出的一种现象.
依据成型品的尺寸及温度等条件,脱模阻力增大时就会产生脱模不良.虽然也会受到PBT树脂特性和成型条件的影响,但最主要的原因仍在于成型品的形状和模具的结构.特别需要注意的是与细长的加强筋、轮毂和塑孔栓抱紧相伴时的情况.
(2)脱模不良的生成原因
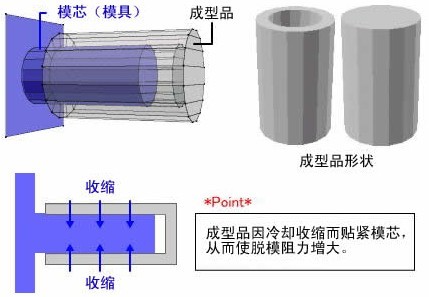
(2-1) 制品粘在塑孔栓上
当塑孔栓等处周围的成型收缩偏大时,对塑孔栓的抱紧力就会变大,从而容易发生脱模不良.在成型条件方面,模具温度偏低且保压偏大时容易引起脱模不良.
(2-1) 制品粘在塑孔栓上
当塑孔栓等处周围的成型收缩偏大时,对塑孔栓的抱紧力就会变大,从而容易发生脱模不良.在成型条件方面,模具温度偏低且保压偏大时容易引起脱模不良.
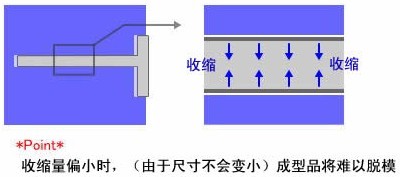
(2-2) 加强筋或轮毂的过填充
当长的加强筋或轮毂等竖立的成型品中发生过填充时,这些加强筋或轮毂将变得难以脱落,从而造成脱模不良.在成型条件方面,模具温度偏低且保压偏大时容易引起脱模不良.这一点与塑孔栓抱紧正好相反.
当长的加强筋或轮毂等竖立的成型品中发生过填充时,这些加强筋或轮毂将变得难以脱落,从而造成脱模不良.在成型条件方面,模具温度偏低且保压偏大时容易引起脱模不良.这一点与塑孔栓抱紧正好相反.
(2-3) 模具构造方面的问题
模腔制品部的脱模斜度偏小时,由于脱模阻力偏大,因此容易发生脱模不良.顶出针的位置也有很大影响(最好在脱模阻力偏大处设置顶出针).此外,模腔表面的光洁度或损伤对脱模阻力也有影响,从而造成脱模不良.
(3)脱模不良的对策
(3-1) 抑制塑孔栓抱紧
当因塑孔栓抱紧而造成的脱模阻力偏大时,通过提高保压和模具温度等来抑制成型收缩的方法也很有效.
(3-2) 抑制加强筋或轮毂的过填充
相反,如果因过填充而使尺寸增大并嵌入模腔内时,则应降低保压和模具温度等来增加成型收缩量.
(3-3) 改善模具
增加模腔周边、轮毂以及加强筋等处的脱模斜度.特别是在已经嵌牢的情况下,应通过添加顶出针等方法给需要增加顶出强度的部分配置顶出针.
2.针对脆化的对策
遵守各材料的推荐成形温度,并缩短停留时间以减少PBT树脂的分解老化.如果是PBT等聚酯类树脂,强化干燥条件也是抑制加水分解的一种有效方法.还可以通过提高模具温度和延长冷却时间来提高产品的结晶化程度.
3.其他
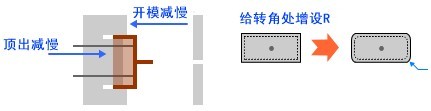
此外采用下列方法也有效果:
·减慢开模速度和顶出速度以减轻成型品所承受的负荷以减少裂纹.
·给成型品的转角处增设R(圆角)以防破裂.
模腔制品部的脱模斜度偏小时,由于脱模阻力偏大,因此容易发生脱模不良.顶出针的位置也有很大影响(最好在脱模阻力偏大处设置顶出针).此外,模腔表面的光洁度或损伤对脱模阻力也有影响,从而造成脱模不良.
(3)脱模不良的对策
(3-1) 抑制塑孔栓抱紧
当因塑孔栓抱紧而造成的脱模阻力偏大时,通过提高保压和模具温度等来抑制成型收缩的方法也很有效.
(3-2) 抑制加强筋或轮毂的过填充
相反,如果因过填充而使尺寸增大并嵌入模腔内时,则应降低保压和模具温度等来增加成型收缩量.
(3-3) 改善模具
增加模腔周边、轮毂以及加强筋等处的脱模斜度.特别是在已经嵌牢的情况下,应通过添加顶出针等方法给需要增加顶出强度的部分配置顶出针.
2.针对脆化的对策
遵守各材料的推荐成形温度,并缩短停留时间以减少PBT树脂的分解老化.如果是PBT等聚酯类树脂,强化干燥条件也是抑制加水分解的一种有效方法.还可以通过提高模具温度和延长冷却时间来提高产品的结晶化程度.
3.其他
此外采用下列方法也有效果:
·减慢开模速度和顶出速度以减轻成型品所承受的负荷以减少裂纹.
·给成型品的转角处增设R(圆角)以防破裂.